2002年評為無錫市高新技術(shù)企業(yè)、2007年評為江蘇省高新技術(shù)企業(yè),并通過ISO9001認(rèn)證,AAA級資信企業(yè)
拉幅定型機(jī)是連續(xù)加工的染整后處理設(shè)備,它的主要工藝流程如下:
軋車>上超喂>下超喂>主鏈>毛刷>出布>落布>打卷
傳統(tǒng)的拉幅定型機(jī)中,主鏈通常采用一個電機(jī)驅(qū)動,兩條主鏈之間的同步則采用機(jī)械長軸傳動方式實(shí)現(xiàn)。從電氣控制來說,相對比較簡單,但經(jīng)過長時間的運(yùn)行之后,避免不了因機(jī)械磨損而造成主鏈之間產(chǎn)生緯斜,且無法修正的弊端。因此在新型的拉幅定型機(jī)機(jī)中,兩條主鏈各使用了一個電機(jī)驅(qū)動,即分傳動方式,以電氣傳動方式取代機(jī)械方式,提高了設(shè)備運(yùn)行過程中對緯斜的可控性。

圖1 拉幅定型機(jī)
整個傳動系統(tǒng)中,除了整機(jī)的7個單元同步外,還涉及了兩條主鏈的同步、循環(huán)風(fēng)機(jī)和排風(fēng)機(jī)變頻傳動、調(diào)幅傳動等。
控制系統(tǒng)
1. 系統(tǒng)硬件及控制結(jié)構(gòu)
a) 系統(tǒng)硬件要求
邏輯I/O:64點(diǎn)輸入,32點(diǎn)輸出
模擬I/O:10通道,4~20mA,12位 (溫度及濕度控制)
高速計數(shù):10通道,10KHz (調(diào)幅控制)
系統(tǒng)總線:CANopen高速總線,1Mbps (變頻器集成)
驅(qū)動器:變頻調(diào)速器
操作顯示:人機(jī)界面,機(jī)頭機(jī)尾各一臺
b) 控制系統(tǒng)結(jié)構(gòu)
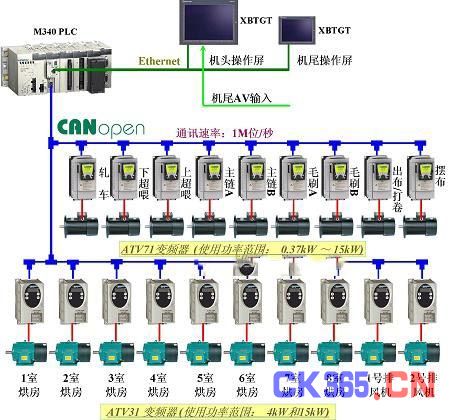
圖2 拉幅定型機(jī)控制系統(tǒng)結(jié)構(gòu)
PLC采用施耐德電氣新產(chǎn)品Modicon M340,集成了Modbus和CANopen總線接口;主傳動采用ATV71高性能變頻器,可閉環(huán)控制,風(fēng)機(jī)采用ATV31通用型變頻器,均集成了CANopen總線接口;人機(jī)界面采用XBTGT系列,其中機(jī)頭操作屏集成了AV輸入,可以用來連接機(jī)尾的攝像頭監(jiān)控,取消傳統(tǒng)的監(jiān)視器方式。
2. 系統(tǒng)程序

圖3 程序框架
3. 控制說明
整個系統(tǒng)采用CANopen通訊數(shù)字量控制,主要控制如下:
1. 主鏈一主一從,采用編碼器信號反饋,PLC每20ms對從主鏈編碼器進(jìn)行采樣,與主主鏈編碼器信號進(jìn)行比較,根據(jù)反饋脈沖差值調(diào)整從主鏈速度,之后清零主從脈沖值,避免累計誤差產(chǎn)生,以保證主從主鏈的速度同步。在HMI上設(shè)有從機(jī)速度點(diǎn)動修正。如圖4所示。
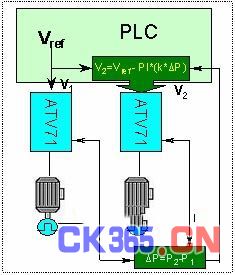
圖4 主鏈同步原理
2. 除進(jìn)布和出布側(cè)外,每室烘房也設(shè)有門幅控制,全機(jī)共有10段調(diào)幅,為了使門幅誤差在工藝要求之內(nèi),采用編碼器雙向計數(shù)控制。
3. 烘房溫度直接由8路PT100模擬量輸入PLC(控制精度12位),并由PLC編程進(jìn)行PID調(diào)節(jié),在HMI上顯示各段烘房溫度并可調(diào)整。PID控制基于UNIty Pro軟件的DFB開發(fā)的溫度專用PID功能塊,如圖5所示。
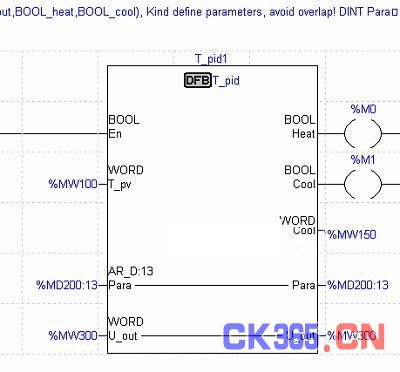
圖5 溫度PID功能塊
4. 各傳動單元之間無張力傳感器,因此在HMI上都設(shè)有速度微調(diào)。
5. 上下超喂變頻外接制動電阻,避免在負(fù)超喂過程中的能耗制動引發(fā)變頻器頻繁故障。
6. 各單元工藝速度關(guān)系:
V上超=V主×(1+K1%)
V下超= V上超×(1+K2%)
V軋車= V下超×(1+K3%)
V毛刷= V上超×(1+K4%)
V出布= V主×(1+K5%)
V落/打= V出布×(1+K6%)
結(jié)束語
由施耐德電氣全系列的自動化產(chǎn)品構(gòu)建的控制系統(tǒng)簡化了系統(tǒng)開發(fā)時間,并且根據(jù)客戶應(yīng)用需求開發(fā)的新產(chǎn)品集成了各類總線接口,降低了設(shè)備的硬件成本。在主鏈分傳動控制部分突破了傳統(tǒng)的采用擴(kuò)展同步控制卡的方式,在降低成本的同時也滿足了工藝加工的要求,這主要?dú)w功于Modicon M340 PLC的高速處理,ATV71變頻器優(yōu)異的閉環(huán)性能和CANopen高速總線技術(shù)。
 |
聯(lián)系我們 Contact Us
如果您對我公司產(chǎn)品有任何疑問,請致電 |
 |
客戶服務(wù) Customer Service
免費(fèi)服務(wù)溫馨體貼:免費(fèi)提供設(shè)計方案、免費(fèi)提供安裝指導(dǎo)。 |
 歡迎掃描關(guān)注微信公眾號 |
